Few things unsettle a winemaker more than discovering that a once brilliantly clear wine has turned cloudy in the bottle. At first, you think it’s just dust — you wipe the glass clean — but under the light, the haze remains. You check another bottle . . . the same. And another. Your worst fear sinks in: Something has gone wrong.
Your mind races back over every step of your process. The wine fermented to dryness, so it can’t be refermentation. It cleared naturally to a crystal-bright finish and was bottled without filtering. How could that be?

In other cases, the story is different: You may have filtered the wine, only to have a competition judge note a faint haze, which may have been described as turbid. What does that even mean?
Such cases are more common than most winemakers like to admit, affecting both novices and seasoned vintners alike. In this article, we’ll revisit the fundamentals of wine clarity and examine how incorporating turbidity analysis and control into your process can help you bottle with confidence, knowing your wine will remain stable.

About Limpidity and Turbidity
In the world of winemaking, the visual quality of wine plays a crucial role in its overall appreciation. What experts refer to as clarity — technically described as limpidity or, conversely, turbidity — is a key aspect of wine evaluation. Limpidity describes the clear, transparent nature of a wine, while turbidity refers to the presence of fine particles suspended within it, which create a hazy or cloudy appearance. These particles can range from tiny grape fragments to microscopic proteins, each affecting the wine’s appearance differently.
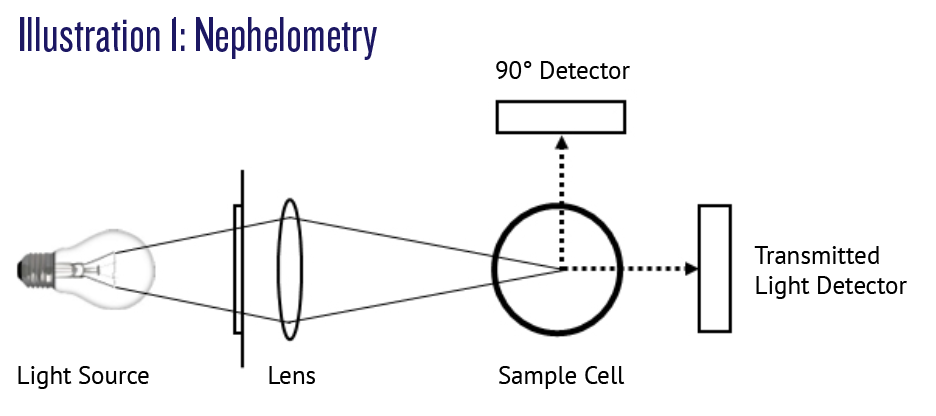
To measure turbidity precisely, winemakers rely on specialized instruments such as nephelometers and turbidimeters. Both use a beam of light directed through the wine sample, paired with a light detector positioned at specific angles (see Illustration above) to measure light scattered by suspended particles. Nephelometers position their detector at a 90-degree angle to the light beam, capturing the light reflected sideways, while turbidimeters may place the detector at various angles, such as 60 or 120 degrees. The results are expressed in Nephelometric Turbidity Units (NTU), where higher NTU readings indicate greater turbidity and, therefore, less limpidity.
Turbidimeters are the preferred choice in winemaking due to their sufficient precision and lower cost compared to nephelometers. It’s important to note that turbidimeters primarily detect particles larger than 0.2 micrometer (µm), meaning they do not register turbidity caused by colloidal substances such as proteins or pectin. These remain invisible to the instrument but may later affect clarity as they degrade. During wine processing or aging, the breakdown of colloids can make them detectable by a turbidimeter and may lead to slight haze or even cloudiness. Popular turbidimeter models in the industry include the Hach 2100Q and the Hanna HI83749.
Turbidity measurements are vital across multiple stages of winemaking. They assist in evaluating juice (must) turbidity to prevent fermentation issues, determining appropriate fining agent (e.g., bentonite) quantities to achieve protein stability, selecting filter grades that effectively clarify wine without prematurely clogging filtration media, and, most notably, ensuring wine limpidity prior to bottling.
Managing Turbidity in Juice
White and rosé wine production typically begins with pressing the grapes followed by a pectinase treatment to break down pectin, or alternatively with a gelatin–kieselsol clarification, and then allowing the resulting juice to settle and clarify under cold conditions — sometimes as low as 32 °F (0 °C) — for 24 to 48 hours. This chilling not only prevents unintended spontaneous fermentation but also encourages heavier grape solids and particulates — those that could contribute to off-flavors and aromas — to settle at the bottom of carboys or tanks. Cold temperatures further reduce the solubility of suspended solids and particulates, accelerating their sedimentation and aiding in juice clarification.
However, winemakers must tread carefully; over-clarification can inadvertently strip away essential components necessary for healthy fermentation. Excessive removal of peptides, amino acids, and unsaturated long-chain fatty acids may negatively affect yeast metabolism, slowing fermentation and resulting in increased production of higher alcohols, fatty acids, and their esters.1,2 These compounds can influence the aroma and flavor balance of the final wine.
To mitigate these risks, it is essential to maintain adequate turbidity in the must. Earlier studies suggested a target range of 100–250 NTU for white wines,2 but more recent research and trials recommend 80–100 NTU to maximize fruity aromas in white and rosé wines.3 This narrower range also helps limit the formation of undesirable volatile sulfur compounds, such as methionol and methanethiol, which can cause off-aromas reminiscent of cooked cabbage or impart harsh acidic notes. At the same time, it ensures enough suspended solids remain to supply essential lipids that support yeast growth and metabolism under the oxygen-limited conditions of fermentation.
In addition to turbidity, managing yeast assimilable nitrogen (YAN) is critical. Incorporating grape solids or sludge to reach YAN levels between 130–250 mg/L promotes better nitrogen uptake by yeast, boosting both cell growth and fermentation performance.4
Protein Stability: A Key Challenge
Proteins naturally exist in grapes, primarily concentrated in the pulp and, to a lesser extent, in berry tissues. Their levels vary widely depending on grape variety, vintage, and vineyard and cellar practices. Gewürztraminer and Sauvignon Blanc as well as some hybrids and Native American varieties often exhibit higher protein concentrations.
During red winemaking, sulfur dioxide (SO2) plays an additional role by facilitating protein extraction during maceration. It does so by weakening grape flesh and skin cells, thereby increasing protein release into the must. Beyond grape-derived proteins, yeasts and bacteria produce their own proteins during alcoholic and malolactic fermentations.
One challenge winemakers face is protein haze or protein casse — a cloudiness that can suddenly appear when thermo-unstable proteins become insoluble under certain temperature and alcohol conditions. This instability is more pronounced in white and rosé wines, where tannins that naturally bind proteins in reds are absent. Furthermore, protein haze risk increases at lower pH values, as most wine proteins possess higher isoelectric points, favoring aggregation and precipitation. The isoelectric point, or pI, of a wine is the pH value at which the net charge of a protein becomes zero.
To mitigate this, winemakers employ negatively charged fining agents such as bentonite or silica gel, which bind positively charged proteins, enabling their removal. While enzymatic proteases exist, they have generally proven ineffective in treating protein instabilities.5,6 In contrast, mannoproteins — stable protein–polysaccharide complexes derived from yeast — do not cause haze and actually protect against it. This explains why wines aged sur lie (on the lees) or which have received mannoprotein additions post-fermentation typically show enhanced protein stability and reduced turbidity.
Assessing Protein Stability
Direct measurement of proteins in wine is complicated due to their low concentrations and structural complexity. Protein content alone does not reliably predict haze formation,7,8 so winemakers rely on any of several industry-standard tests to assess protein stability. Once instability is confirmed, bentonite fining is applied to stabilize the wine.
The heat stability test is widely used: A wine sample is heated to 175 °F (80 °C) for 10 minutes and then cooled. The sample is visually inspected for haze or precipitation, indicating instability. An alternative, more stringent procedure involves heating for two hours at 175 °F (80 °C) followed by three hours of cooling at 68 °F (20 °C).9
Another popular tool is the Bentotest®, a reagent-based kit that induces immediate turbidity in wines containing unstable proteins.10 The solutions are specific for testing red wines, whites, and strongly neutralized whites up to bright red wines. The kit’s instructions recommend the following bentonite dosage ranges depending on a visual evaluation
of turbidity:
Slight turbidity: 0.5–1 g/L
Medium turbidity: 1–2.5 g/L
Extreme turbidity: 2.5–4 g/L
The Bentotest® provides quick results but tends to overestimate instability compared to heat tests.2
The turbidimeter method involves filtering a wine sample to 0.45 µm, splitting it into heated and unheated aliquots, then measuring turbidity in both. If the difference is below an accepted threshold — commonly 2.0 NTU — the wine is considered protein-stable.
The Australian Wine Research Institute (AWRI) employs a more stringent protocol with a turbidity difference threshold of 0.50 NTU.11 Clarified, filtered wine samples are treated with varying amounts of bentonite and allowed to settle. The samples are then heated, and their turbidity is measured and compared to the unheated counterparts. The bentonite dosage corresponding to a turbidity difference of less than 0.5 NTU indicates the required treatment level. For example, if the effective bentonite addition rate is 0.5 g/L, then treating 26.4 gallons (100 L) would require 50 grams of bentonite.
Degassed samples for these tests should be taken from the center of the carboy or tank — rather than the top, where wine tends to be clearer — to better reflect the wine’s chemistry at bottling. This is important because changes in pH before bottling can affect the amount of bentonite required.
Bentonite in Winemaking
Bentonite is a commonly used fining agent for removing proteins in white and rosé winemaking because of its high effectiveness. It can be added at the juice stage — after settling but just before fermentation — where it supports healthy fermentation kinetics without affecting juice characteristics, since delicate aromas and flavors have not yet developed. However, an early bentonite treatment does not guarantee protein stability in the finished wine, as yeast release proteins during fermentation. Protein stability should therefore still be verified prior to bottling.
Bentonite is a heavy, soft clay known for its remarkable ability to swell in water, but it must be properly hydrated to reach its full efficacy. Sodium bentonite is the most used form, favored for its superior binding capacity, though it produces more sediment than calcium bentonite.
As bentonite swells during rehydration, the layers within its clay structure develop negative charges, attracting and flocculating positively charged proteins. This same mechanism explains why bentonite is generally not recommended for red wines: Anthocyanins, the red pigment molecules, are positively charged at wine pH and can be stripped away, resulting in color loss.
Bentonite can also adsorb and deactivate winemaking enzymes; therefore, it should not be used concurrently with enzymes like pectinases, if used at the juice stage. A minimum waiting period — typically specified on the enzyme product, or 3–6 hours if not provided — should be observed before adding bentonite.
Because bentonite may contain high levels of metals, its use can increase metal content and alkalinity, potentially affecting tartrate stability. In practice, this means it’s best to fine with bentonite prior to cold stabilization.
To properly rehydrate bentonite, add the required amount to about ten times its weight in hot, soft (low-mineral) water in a container that can be sealed tightly — you’ll be shaking it vigorously. For example, 50 grams of bentonite should be rehydrated in approximately 500 mL of hot water. Avoid hard water, which can impair bentonite’s binding efficiency. Slowly sprinkle the clay into the water while stirring to prevent clumping. Over the next 12–24 hours, shake the container vigorously and frequently until you achieve a completely homogenous suspension with no clumps. For large volumes, a lees stirrer mounted on a cordless drill can help.
Once fully hydrated, slowly add the bentonite suspension into the juice or wine while gently stirring, continuing to stir until it is thoroughly dispersed.
Bentonite tends to produce voluminous lees, which can lead to significant wine volume losses during racking. Be patient — don’t rush the process — and allow the lees to fully compact, even after the wine has cleared to a bright finish. If you plan to chill the wine for tartrate stabilization, it’s best to perform only one racking after stabilization; this helps compact the bentonite lees and minimize losses.
To preserve desirable wine characteristics, bentonite should be used at the lowest effective dose — ideally not exceeding 1 g/L whenever possible.
Turbidity and Filtration
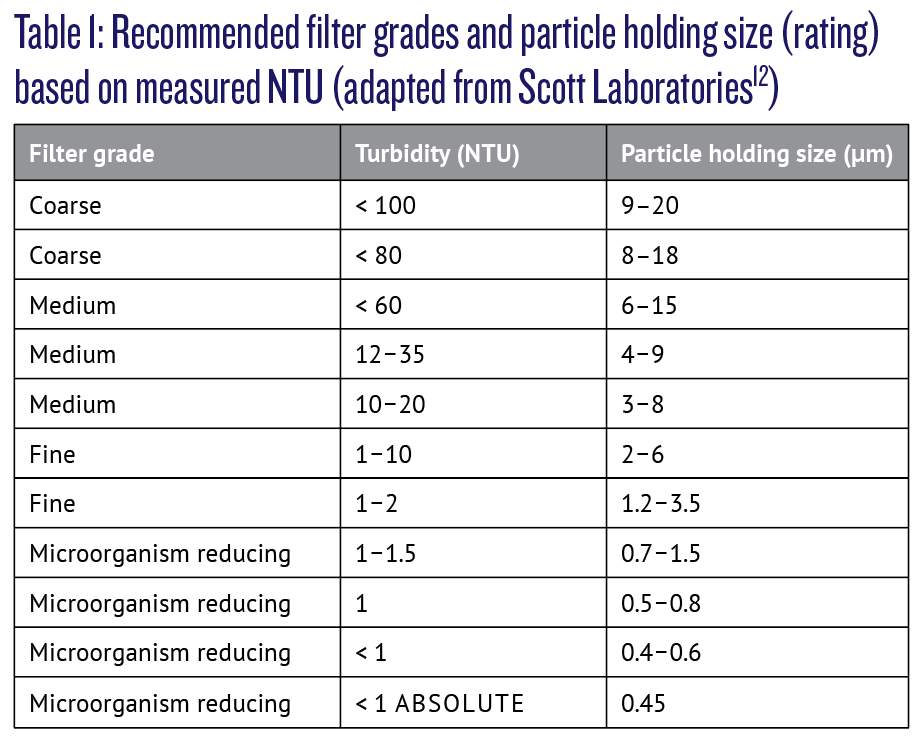
Turbidity measurements are also instrumental in filter selection. Choosing an appropriate pre-filter grade reduces the risk of clogging and ensures efficient clarification. It is particularly useful when successive filter passes are required. Table 1 lists recommended filter grades and ratings, expressed in particle holding size, based on measured NTU. For instance, a fining-treated white wine with no pectin issues with turbidity around 1.5 NTU, destined for 0.45 µm filtration to remove yeast and to achieve 1.0 NTU or better, might require a pre-filter at approximately 1 µm. In contrast, an untreated red wine with no pectin issues with turbidity near 15 NTU targeting 2.0 NTU clarity would benefit from a medium pre-filter at 5 µm followed by a finer one around 2 µm.
Before any filtration, a simple filterability test is recommended. This can be done using syringe filters for small volumes (10–20 mL) or a membrane filter paired with a Nalgene vacuum setup for larger samples. While these tests don’t replicate full-scale production methods, equipment, or filter media, they are useful for identifying potential issues and estimating the turbidity expected after filtration.
Pre-Bottling Turbidity Control
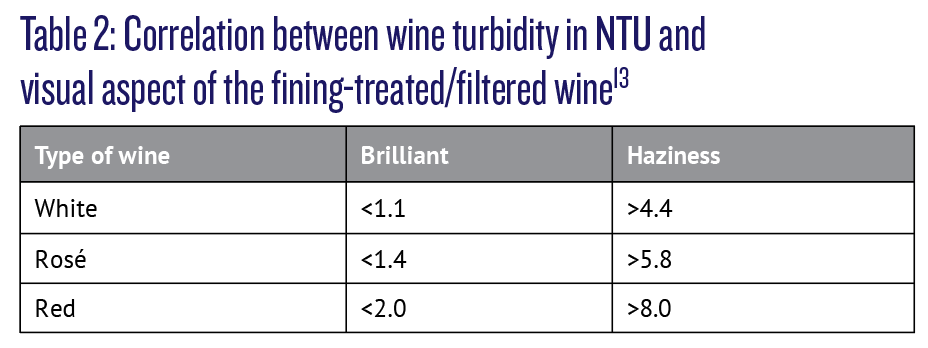
Prior to bottling, turbidity levels guide decisions about further fining or filtration. Generally, wines should reach below 2 NTU to ensure visual clarity. Unfiltered or lees-containing wines, often labeled as “Unfiltered,” “Bottled with its lees,” or similar terms, can exhibit turbidity from 20 NTU in whites up to 40 NTU in reds, accepting a cloudier appearance as part of their character.
Table 2 shows the correlation between wine turbidity and the visual appearance of fining-treated or filtered wine.
Best Practices for Using a Turbidimeter
Effective turbidity measurement depends on proper instrument care and sample handling. Turbidimeters self-calibrate to compensate for sample color, but it is recommended to recalibrate every three months using primary formazin standards supplied with the instrument. The turbidimeter can also be checked for standardization (accuracy) using secondary standards without requiring recalibration. In other words, these secondary standards verify accuracy between recalibrations. Before use, secondary standards must be measured against the primary standards and assigned a value.
Samples must be analyzed promptly to avoid changing their physical characteristic, and must be degassed thoroughly to remove CO2 bubbles, which can skew results.
Sample cells should be cleaned with a soft, lint-free cloth. Applying a thin, even film of silicone oil helps mask minor glass imperfections and scratches, ensuring accurate measurements. The cell should appear nearly dry with no visible oil streaks after preparation.
References:
1 Zoecklein BW, Fugelsang KC, Gump BH, Nury FS. 1999. Wine Analysis and Production. Aspen Publishers, Gaithersburg (MD).
2 Ribéreau-Gayon P, Dubourdieu D, Donèche B, Lonvaud A. 2012. Traité d’oenologie, Tome 1 – Microbiologie du vin. Vinifications. 6e édition. Dunod, Paris.
3 Schneider V, Tracey M. 2024. Cool-Climate White Wine Oenology. The Crowood Press, Wiltshire (England).
4 Casalta E, Cervi MF, Salmon JM, Sablayrolles J-M. 2013. White wine fermentation: interaction of assimilable nitrogen and grape solids. Aust J Grape Wine Research 19:47–52.
5 Waters EJ, Wallace W, Williams PJ. 1992. Identification of heat-unstable wine proteins and their resistance to peptidases. J Agric Food Chem 40:1514–1519.
6 Waters EJ, Peng Z, Pocock KF, Williams PJ. 1995. “Proteins in white wine, II: Their resistance to proteolysis is not due to either phenolic association or glycosylation.” Aust J Grape Wine Research 1:94–99.
7 Batista L, Monteiro S, Loureiro VB, Teixeira AR, Ferreira RB. 2009. “The complexity of protein haze formation in wines.” Food Chem 112:169–177.
8 Berg HW, Akiyoshi M. 1961. Determination of Protein Stability in Wine. Am J Enol Viticulture 12:107–110.
9 McRae JM, Barricklow V, Pocock KF, Smith PA. 2018. Predicting protein haze formation in white wines. Aust J Grape Wine Research 24:504–511.
10 Schliessmann Kellerei-Chemie GmbH & Co.KG. 2007. “BENTOTEST® according to Dr. L. Jakob: Rapid determination of the amount of bentonite needed for wine and juices.”
www.c-schliessmann.de/media/bentotest_according_to_dr._l._jakob.pdf
11 AWRI. n.d. Conducting a bentonite fining trial. https://www.awri.com.au/industry_support/winemaking_resources/laboratory_methods/chemical/conducting-a-bentonite-fining-trial
12 Scott Laboratories. n.d. Filter Grade Selection by Measuring Turbidity. https://shop.scottlab.com/content/files/documents/filtration/filter-grade-selection.pdf
13 Ribéreau-Gayon P, Glories Y, Maujean A, Dubourdieu D. 2012b. Traité d’oenologie, Tome 2 – Chimie du vin. Stabilisation et traitements. 6e édition. Dunod, Paris.


Racking — the action of transferring wine off the lees to another vessel — is an important technique that is required to produce clear finished wine. Learn more about when and why racking is important, as well as ways to accomplish it that depend on the volume of wine you are making.